

THE TRADITIONAL MALTINGS PROCESS
There are some changes, but none which impact the process. The barley no longer arrives in hessian sacks, and the coal fired kilns have been replaced with gas fired technology.
Ploughing, turning, and transferring the ‘green malt’ from floor to floor continues to be done by hand, at the only working maltings in the West of England.

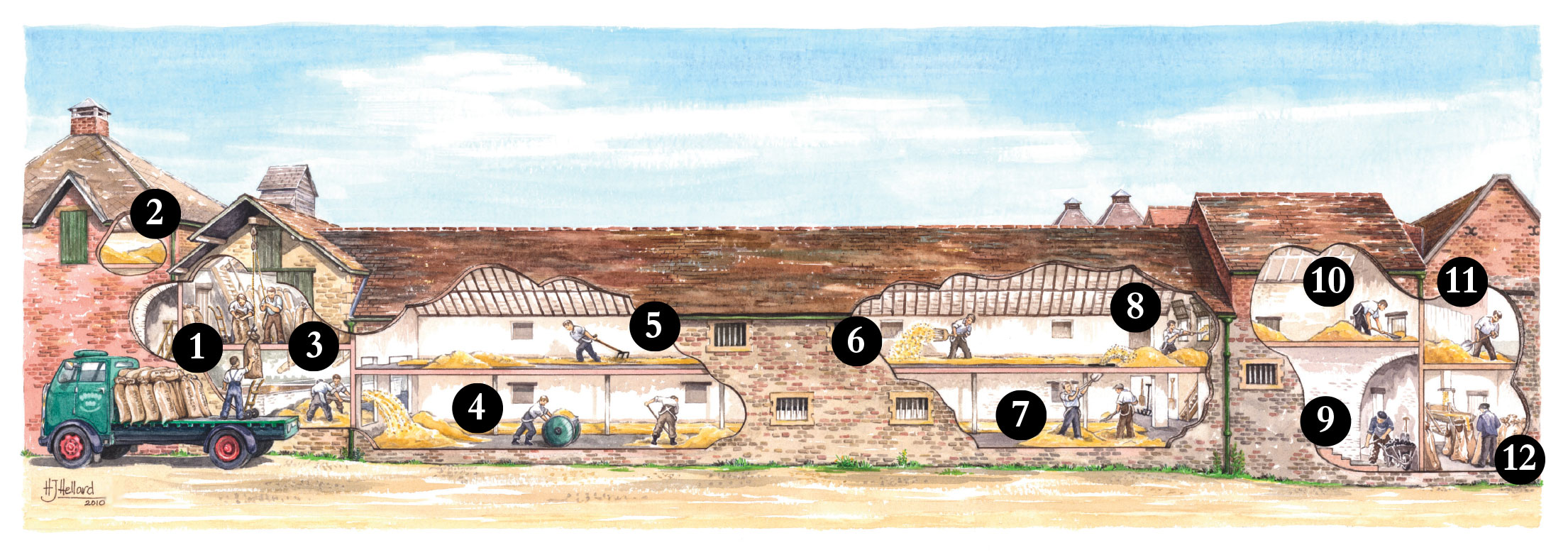
How it works – based on our photographs from 1950

1 – HOISTING THE SACKS OF BARLEY INTO THE BARLEY STORE
Typically delivered via loads of 7 tons (70 x 4 bushel sacks) accurately weighed by the farmer when the sacks were filled.
2 – BARLEY DRYING ON THE ‘SWEATER’ KILN
Variable moisture content of barley delivered from the farms had to be addressed for safe long term storage.
3 – SPLITTING THE WET BARLEY ONTO THE UPPER AND LOWER FLOORS.
Following steeping and resting in the ‘couch’ the wet barley is equally divided.
4 – TRANSPORTING THE WET BARLEY ACROSS THE FLOORS USING A ‘BOBY’ BARROW
The large circumference, narrow wheeled malt barrow was highly manoeuvrable.
5 – PLOUGHING THE ‘GREEN’ MALT
The maltster’s hand drawn ‘plough’ separates and aerates the ‘green’ malt in the advanced stages of modification.
6 – TURNING THE ‘GREEN’ MALT
Using a six pronged wooden fork the ‘green’ malt is turned in order to manage the temperature in the early stages of modification.
7 – TRANSFERRING ‘GREEN’ MALT FROM THE LOWER TO THE UPPER FLOOR FOR LOADING ONTO THE KILN
In 1950 there was no elevator, just continuous shovelling.
8 – LOADING THE KILN
Both floors had to be loaded onto the kiln bed, and levelled, as quickly as possible.
9 – FIREMAN STOKING THE KILN
Drying the ‘green’ malt took up to 72 hours in a two stage process when management of the heat was key to the colour and flavour of the malt.
10 – LOADING THE KILN INTO THE MALT STORE
This was a very uncomfortable job only partially helped by the large extractor fans (kilns 3 & 4) which had succeeded the conical roofs (kilns 1 & 2).
11 – FRESH MALT STORED IN THE MALT STORE
The upper floor of the store was sub-divided into storage bays, with two storage bays per kiln for two different grades/batches of malt.
12 – DRAWING THE FINISHED MALT INTO SACKS OFF THE MALT SCREEN
The malt screen separated the dried shoots, known as malt culms, from the malt grains, which were then weighed into 4 bushel hessian sacks for delivery to the brewery.
How it works – based on our photographs from 1950
1 – HOISTING THE SACKS OF BARLEY INTO THE BARLEY STORE
Typically delivered via loads of 7 tons (70 x 4 bushel sacks) accurately weighed by the farmer when the sacks were filled.
2 – BARLEY DRYING ON THE ‘SWEATER’ KILN
Variable moisture content of barley delivered from the farms had to be addressed for safe long term storage.
3 – SPLITTING THE WET BARLEY ONTO THE UPPER AND LOWER FLOORS.
Following steeping and resting in the ‘couch’ the wet barley is equally divided.
4 – TRANSPORTING THE WET BARLEY ACROSS THE FLOORS USING A ‘BOBY’ BARROW
The large circumference, narrow wheeled malt barrow was highly manoeuvrable.
5 – PLOUGHING THE ‘GREEN’ MALT
The maltster’s hand drawn ‘plough’ separates and aerates the ‘green’ malt in the advanced stages of modification.
6 – TURNING THE ‘GREEN’ MALT
Using a six pronged wooden fork the ‘green’ malt is turned in order to manage the temperature in the early stages of modification.
7 – TRANSFERRING ‘GREEN’ MALT FROM THE LOWER TO THE UPPER FLOOR FOR LOADING ONTO THE KILN
In 1950 there was no elevator, just continuous shovelling.
8 – LOADING THE KILN
Both floors had to be loaded onto the kiln bed, and levelled, as quickly as possible.
9 – FIREMAN STOKING THE KILN
Drying the ‘green’ malt took up to 72 hours in a two stage process when management of the heat was key to the colour and flavour of the malt.
10 – LOADING THE KILN INTO THE MALT STORE
This was a very uncomfortable job only partially helped by the large extractor fans (kilns 3 & 4) which had succeeded the conical roofs (kilns 1 & 2).
11 – FRESH MALT STORED IN THE MALT STORE
The upper floor of the store was sub-divided into storage bays, with two storage bays per kiln for two different grades/batches of malt.
12 – DRAWING THE FINISHED MALT INTO SACKS OFF THE MALT SCREEN
The malt screen separated the dried shoots, known as malt culms, from the malt grains, which were then weighed into 4 bushel hessian sacks for delivery to the brewery.